Introduction — a small scene, a big question
I once watched a small factory line slow to a crawl because a single roll misfed the web; everyone looked around, frustrated and tired. The wet wipes making machine sat there — humming, idle, and suddenly obvious in its flaws. Recent industry data shows uptime improvements can cut scrap by up to 30% in well-tuned lines (I’ve seen the spreadsheets) — so why do so many operations still accept persistent jams and inconsistent dosing as “just how it is”? This piece digs into that gap and asks: what are the hidden causes, and what practical fixes actually matter next? I’ll share what I’ve learned from hands-on troubleshooting and from line audits across small and mid-size plants, and we’ll keep it straightforward. Here’s the springboard into the core problems and the smarter paths forward.
Part 1 — Where conventional solutions fall short (technical breakdown)
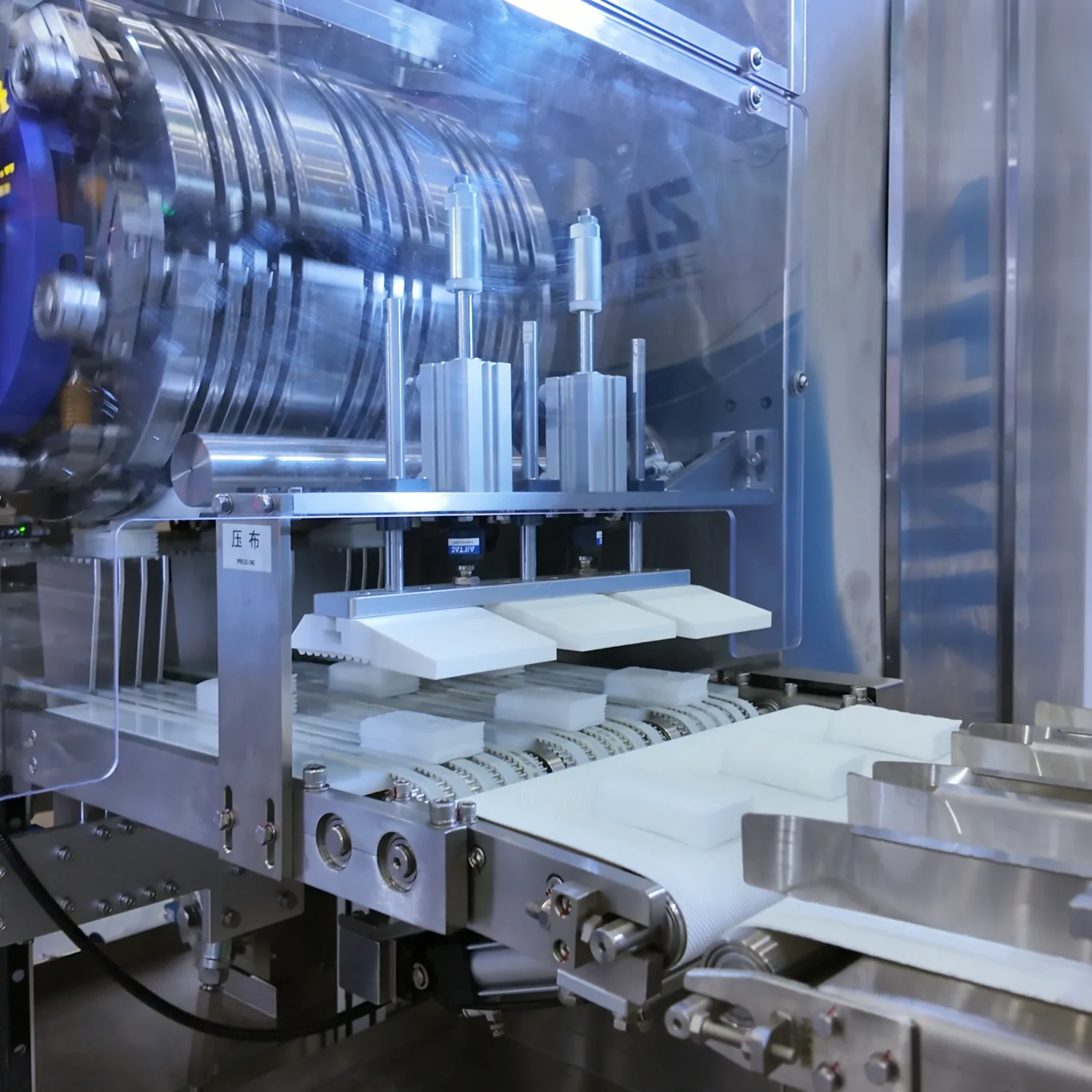
When I inspect an automatic wet wipe machine, I look first at three basic systems: web handling, dosing, and control. Many teams patch symptoms — they tweak tension knobs, change nozzles, or add more staff — rather than address root causes. The common flaws are predictable: inconsistent web tension, poorly tuned servo motors, and legacy PLC logic that can’t adapt to material variance. These create variability in sheet size, liquid pickup, and sealing quality. Look, it’s simpler than you think: poor feedback loops lead to cascading errors — tension drift causes misregistration; misregistration causes poor sealing; poor sealing increases rejects. I’ve fixed lines by reworking sensor placement and updating PID loops in the PLC — and results were immediate: lower scrap, fewer callouts. Also, rewinder setup and cutter alignment often get overlooked; a small offset multiplies defects downstream. Manufacturers invest in better nozzles or new adhesives, but the control layer and mechanical harmonics often remain the weak link. If you’re still relying on manual overrides and stop-gap fixes, you’re paying for that inefficiency every shift. — funny how that works, right?
Why does that keep happening?
Because solutions are sold as components rather than system upgrades. Teams buy a new pump or a fancy nozzle and expect uniform output. Without coordinated control (closed-loop tension, integrated encoder feedback) those parts cannot reach their potential. I recommend auditing the control logic, checking encoder-to-servo correspondence, and testing web path geometries under real production speeds. Short tests reveal long-term weaknesses. In my view, the cheapest fix is often better diagnostics and clearer feedback to operators, not another expensive add-on.
Part 2 — New principles and a practical roadmap
Looking forward, the most meaningful shifts come from combining adaptive control with pragmatic mechanics. The next-gen approach for an automatic wet wipe machine blends real-time sensor fusion, smarter servo coordination, and modular web guides. I’m talking about integrating encoder-based position control, simple edge detectors, and better human-machine interfaces so operators see problems before rejects pile up. In practice, that means redesigning the feedback loops and simplifying operator choices. We’ve tested systems where a small control update reduced changeover time by 40% — measurable, repeatable wins. The principle is clear: reduce degrees of freedom that an operator must manage. Do that, and uptime climbs.
On the technology side, power converters and encoder feedback are not glamorous, but they matter. Replacing a noisy analog speed loop with a digital servo loop stabilizes sheet length and improves cut accuracy. Also, modular fixtures — quick-change reels and guided web paths — make maintenance faster. Case example: one plant moved from time-consuming manual splices to a guided splicing station and cut spool change time by half. The result was fewer emergency stops and a happier crew. These are concrete changes; not theory. They work because they make the system predictable and the operator confident.
What’s next for adopters?
Operators and managers should pilot control upgrades on one line first. Measure scrap, measure changeover time, and capture operator feedback. If the pilot shows improvement, scale changes stepwise. I prefer incremental steps — small wins build trust. Beware of wholesale replacements without clear KPIs. — and always keep spare parts lists short and sensible.

Conclusion — three evaluation metrics to choose the right route
From my experience, here are three crisp metrics to evaluate any wet wipes line upgrade: 1) Effective Uptime Gain — measure minutes per shift saved after changes; 2) Reject Reduction Rate — track rejects per 1,000 sheets before and after; 3) Changeover Time Improvement — record the time to switch SKUs. Use these numbers to decide whether a new nozzle, a control upgrade, or a mechanical rework gives the best return. I’ve seen modest investments in control logic and web handling produce faster, steadier results than expensive consumables. If you want my honest advice: start with diagnostics and operator training, then apply targeted upgrades. That sequence typically yields the best ROI and the least disruption. In closing, choose pragmatic, measurable changes and you’ll see the line breathe easier — and so will the people who run it. For practical support and systems that combine those principles, consider checking resources from ZLINK.